
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

氧枪的结构及性能在很大程度上决定着氧气炼钢的效果。特别是对于顶吹氧气转炉炼钢过程,氧枪起着主导全局的作用。它支配着氧气射流与熔池的接触面积、氧气射流的穿透深度、熔池的搅拌状态、元素的氧化程度、熔池的升温速度、渣中氧化铁含量等重要工艺因素,因而对化渣、喷溅、杂质的去除、转炉炼钢终点控制以及各项炼钢技术经济指标都起着重要作用。氧枪由喷头、枪身和枪尾三部分构成。喷头由工业纯铜制造,是氧枪的最重要的部分。是几种喷头的结构,a、b、c为氧气转炉用喷头,高压氧(0.6~1.0MPa)由内管供入,在喷头处分流进入若干个先收缩后扩张的拉瓦尔型喷嘴,一般中小转炉采用3个喷嘴,称为三孔喷头,大炉子(100t以上)用4~6个喷嘴。为了使炼钢产生的CO气在炉内燃烧成CO2(二次燃烧)的比例增大,需应用双流喷头或分流喷头。双流喷头有利于主氧流和副氧流比值的调节,但要在枪身处增加一层副氧流道。平炉和电弧炉所用喷头,氧气沿内管和中管间的空隙流入,喷嘴为直圆筒形,但孔数较多,而且和中心线的夹角也大得多。枪身为3根(双流氧枪为4根)同心的无缝钢管,下端连接喷头,上端和枪尾相连。枪尾包括供氧、进水和排水支管及连接法兰和密封胶圈,通过枪尾和车间的氧气管网和高压水管网相连接。
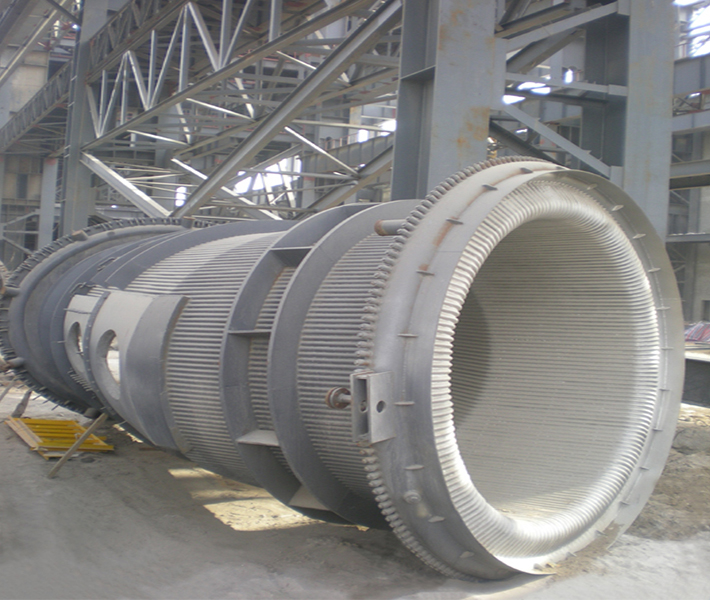
一个转炉有两个氧枪系统:工作氧枪和备用氧枪,这样可以在工作氧枪损毁时立即换上备用氧枪,不致造成冶炼中断。损坏的氧枪拆除后更换转炉及其氧枪系统使得氧另一新氧枪备用。转炉炉体包括炉壳、耳轴和托圈、轴承座等金属结构及倾动机构。炉壳由钢板焊成,内衬砌有碱性耐火材料。各国由于资源不同,所用耐火材料也不同。主要有含Mg较高的白云石砖和高纯度、高密度、高强度的镁碳砖。托圈起着支撑炉体、传递倾动力矩的作用。托圈断面呈矩形,中间焊有直立的带孔筋板,以增加托圈的刚度。转炉托圈两侧设有耳轴,耳轴支撑在轴承上,由齿轮带动,经托圈使炉体倾动。倾动机构是使炉体能倾动的机械设备,以便进行兑铁水、加废钢、取样、出钢和倒渣等工艺操作。倾动机构应能使炉体正反旋转3600°转炉炉型指炉壳砌衬后所形成的转炉内膛轮廓。最上端称为炉口,然后由上到下分为炉帽、炉身和炉底三段。炉帽有正口式和偏口式两种,正口式炉帽为轴心对称的截锥形,这样可使兑铁水和出钢分在两侧进行,有利于炉衬均匀受侵蚀,故大多数转炉都采用正口式炉帽。炉身为直圆筒形,炉底为球缺形。是不同吨位的转炉炉型比较示意图。决定转炉炉型的基本参数是炉容比和高宽比。炉容比是指炉型空间所有容积和金属料装入量之比,一般接近1m3/t钢水的密度是7t/m3。这样,炉子内只有1/7为钢水所占据,其余6/7都是空的,保留这样大的空间是为了容纳泡沫渣(见转炉泡沫渣),避免喷溅。但过大的炉容比增加设备投资。高宽比是指炉型总高度和炉身直径的比。早期增加转炉容量时降低高宽比,即炉子向矮胖方向发展。但这使得两个耳轴距离加大,并导致耳轴中心线弯曲度增大,所以特别大的炉子高宽比又趋向增加。根据高宽比和炉容量即可确定熔池深度和熔池面积。。

有观点认为,由于标准比较高,不排除一些企业知难而退,如果企业的规模效益不足以覆盖改造的投入,可能退出市场,这在一定程度上意味着钢铁行业的重新洗牌。我国炼钢技术的巨大变革离不开技术创新。几十年来,我国钢铁工业始终遵循引进、消化、再创新的科技发展方针大力开展炼钢工艺技术创新,通过引进国外先进生产设备,消化吸收国外先进生产经验,逐步建立起新的技术理念,并结合国内实际情况和各钢厂的具体实践进行再创新。一是溅渣护炉与长寿复吹工艺。溅渣护炉是美国发明的一项重大工艺技术,将转炉炉龄从2000炉提高到10000炉以上。我国是全世界最早引进该项先进技术的国家,并在全国范围内大量推广。国内学者首先研究证明不同炼钢产品和生产工艺所形成的溅渣层及与炉衬相结合的机理完全不同,由此提出低碳高FeO高MgO炉渣(美国发明)和高碳低FeO高碱度炉渣两种溅渣工艺,分别适合于低碳钢和中高碳钢冶炼,完善并发展了溅渣护炉工艺;进一步优化大中小各类转炉的溅渣操作,解决了炉膛变形和炉口大量粘渣的技术难题。我国自主研发了利用溅渣护炉形成透气性蘑菇头保护复吹转炉底部喷嘴的工艺技术,解决了复吹转炉底部喷嘴寿命无法与溅渣后转炉寿命同步的世界性难题。通过这些技术创新,我国转炉炉龄普遍超过10000炉,最高达到30000炉,底吹喷嘴寿命基本与溅渣后转炉寿命同步,整个炉役期内终点钢水[C]·[O]在0.0023%~0.0027%波动。

高炉成本: 铁水成本=(1.6×铁矿石+0.45×焦炭)/0.9=2310.5 粗钢吨制造成本=(0.96×生铁+0.1×废钢)/0.82=3017.17 螺纹钢的轧制成本为150元/吨 螺纹成本=3017.17+150=3167.17元 电炉成本: 假设废钢的使用量占到70%,铁水占30%,1.13吨原料出一吨钢 1.13*(0.7*2560+0.3*2310.5)=2808.2元/吨 辅料=890 螺纹钢的轧制成本为150元/吨 螺纹成本=3848.2 上面电炉钢的辅料里电极用的是吨钢3kg,均价150/kg,如果调整到电极2kg/吨那么上面电炉成本是 辅料=740 螺纹钢的轧制成本为150元/吨 螺纹成本=3698.2元 一吨电炉钢使用具体多少电极没有同一的标准。以上成本数据里面没有包含人工及三项费用成本,铁矿石695,焦炭2150,废钢2560这些都是1月5日的数据。 上面高炉和电炉成本的计算公式参考的,我的钢铁网2013-09-26的文章《从电炉炼钢成本看废钢现状》里的计算公式。

一、 用途铁水包用于铸造车间浇注作业,在炉前承接铁液后,由行车运到铸型处进行浇注二、主要技术参数及外形尺寸1、吊包形式,双向回转式 。2、减速箱形式,双蜗轮副传动 。3、速比(如图表)。4、外形尺寸(如图表)。三、特点1、合理选择了回转中心,操作方便,浇注完毕后基本可自行复作。2、采用双蜗轮副传动。虽然制造要求高,但传动灵活自如,双向可逆性好。3、吊杆采用锻件,比钢板焊接件可靠安全。4、包体钢板较厚,包底结构采用锥度、底箍、焊接相结合的三重保险、即延长了使用寿命,又确保了操作者的安全。5、主体与吊杆、减速箱与手轮,均装有较链卡板可随时锁定。6、两耳轴与吊杆向装有调心轴承,一致性好。使用维护编辑1、搪耐火泥,其厚度为:0.5吨~ 3吨侧壁60毫米底部 80 毫米 ;5 吨侧壁80毫米底部100 毫米 ;10吨侧壁100毫米底部120毫米 ;10吨以上侧壁150 毫米底部毫米 ;2、 检查手轮,应活自如,无卡阻现象。3、 两耳轴滚动轴承内,每周加二硫化钼润滑脂一次。4、 检查手轮锁定卡板是否安全可靠。5、 检查减速箱内是否缺油,每周检查一次。6、 使用年久,发现蜗轮副间隙增大,有碍安全浇注时,应更换蜗轮副。
根据图纸尺寸将 C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,郴州专业转炉炉底制作采用小电流及较小直径焊条(2.5-3.0mm)施焊。并使用辅助夹具和卡具,保证结构的几何尺寸的准确。郴州专业转炉炉底制作钢骨架用水准仪配合钢丝线进行检测矫正。制作过程中应随时测量及矫正,变形要控制在允许范围之内。骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。郴州专业转炉炉底制作骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。



