服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

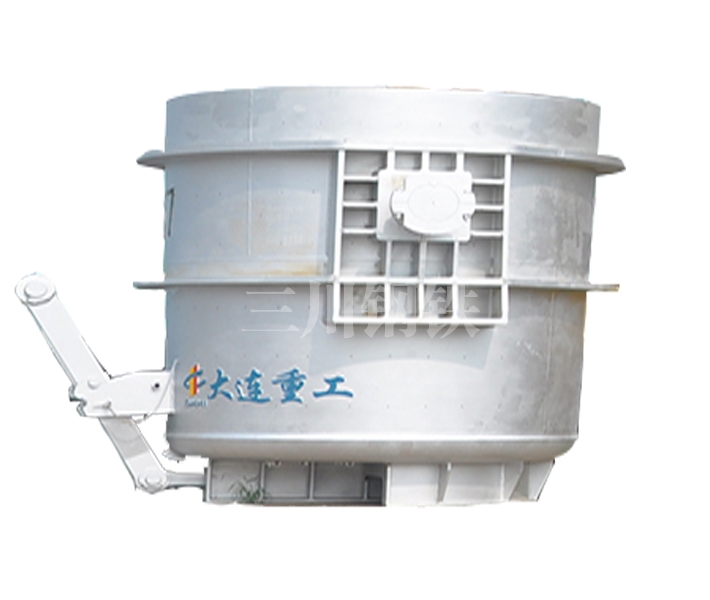
混铁炉属于钢铁冶金设备,主要应用在钢铁行业、冶金行业等。混铁炉用来存贮并保温由高炉冶炼出来的铁水,可混合均匀不同高炉冶炼出来的不同温度及化学成份的铁水以使其供应给平炉或传炉炼钢之用。由炉门轴,炉门框,两组滑动轴承和两个杆状配重组成,炉门框和炉门轴焊接在一起,炉门框为一个钢板焊接的框架,其上部和左右各安有钢制密封槽,槽内镶嵌耐火纤维,框内嵌砌耐火砖,炉门轴两端安放在两组滑动轴承上,轴承座焊接在出铁口两侧,在炉门轴的两个端部各安装一个杆状配重,杆状配重与炉门框之间有一固定夹角。
混铁炉属于钢铁冶金设备,主要应用在钢铁行业、冶金行业等。混铁炉用来存贮并保温由高炉冶炼出来的铁水,可混合均匀不同高炉冶炼出来的不同温度及化学成份的铁水以使其供应给平炉或传炉炼钢之用。由炉门轴,炉门框,两组滑动轴承和两个杆状配重组成,炉门框和炉门轴焊接在一起,炉门框为一个钢板焊接的框架,其上部和左右各安有钢制密封槽,槽内镶嵌耐火纤维,框内嵌砌耐火砖,炉门轴两端安放在两组滑动轴承上,轴承座焊接在出铁口两侧,在炉门轴的两个端部各安装一个杆状配重,杆状配重与炉门框之间有一固定夹角。

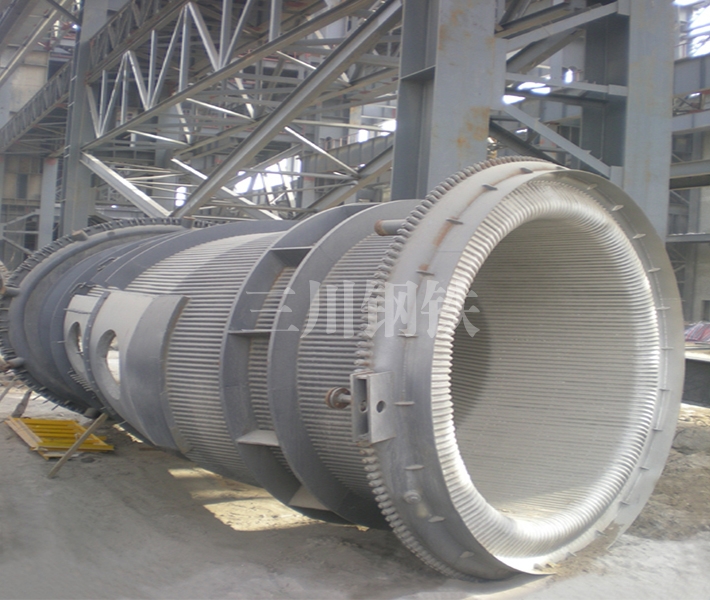
混铁炉一般分为300吨、600吨、900吨和1300吨,主要由:底座、炉体、传动机构、回转机构、开盖机构、鼓风装置、煤气空气管道、气动送闸装置、干油润滑装置、混铁炉平台、电气系统等11部分组成。炉体是由可拆的侧面凸起的端盖和开有兑铁水口、出铁水口的圆筒组成筒体。炉体内砌有耐火材料,耐火材料与炉壳之间填有硅藻土料填料层,借以隔热和缓冲炉衬受热膨胀对炉壳产生的压力,填料层向里砌有硅藻土砖用来隔热,硅藻土砖里面是粘土砖,粘土砖里面是直接与铁水接触的工作层,工作层是用镁砖砌筑的。对于600吨混铁炉而言,炉衬的总厚度为650mm,其中填料层10mm,硅藻土砖层65mm。粘土砖层115mm,镁碳砖层460mm。整个炉体的重量都通过接近筒体两端的偏心箍圈,园辊组成的弧形辊道传递到直接固定在基础上的支撑底座上。
混铁炉有两种类型,一种为短身圆柱形,兑铁口和出铁口位于同一垂直平面;一种为长身圆柱形,兑铁口和出铁口相互错开布置。混铁炉容量范围很大,可由200t至2800t,中国采用300t、600t、1300t三级容量的混铁炉。确定所需要的混铁炉容量,除要考虑铁水需要量外,还要考虑铁水在炉内的贮存时间以及炉子的充满度等。一般按下式计算: Q=1.01PKT/24y
式中P为1昼夜产钢量,t/d;K为铁水消耗,t/t;1.01为铁水损失系数;y为充满度,一般取0.65~0.77;T为平均铁水贮存时间,一般取8h。
混铁炉的构造见图。兑铁口一般与垂直轴线呈12°~15°角,出铁口与水平轴线呈30°角,传动方式为辊轮齿条传动。修砌混铁炉用耐火材料主要为粘土砖、镁砖及绝热材料等,有的用一部分铬镁砖或白云石砖。修砌一座1300t混铁炉的用砖量为:镁砖185t,黏土砖120t,黏土粉3t,绝热材料10t,合计为328t。而砌衬的消耗随炉容大小和炉寿命不同而异,一般为0.2~0.5kg/t铁。
混铁炉砌筑
炉底砌筑 炉壳及机电设备安装、试运转合格后才能开始砌砖。砌砖前,应测出炉壳的纵横中心线,并用墨线打在钢板上,作为控制各部砌体尺寸的基准。炉底砌体一般分为隔热层、粘土砖层和镁砖层,炉底砌砖的上、下层砖缝应错开。湿砌的粘土砖层砌完后应进行烘干处理,然后再砌镁砖;干砌的镁砖缝中应仔细填充干燥的镁质耐火泥。各层砖的砌筑方向应与炉子的纵向中心线平行,砌砖由中心向两端进行,用弧度样板检查砌体的弧度。
炉墙砌筑 前后墙均采取平砌。后墙砌筑有三种形式:弧形墙、直形墙和水平砖层错台砌筑的弧形墙。端墙砌筑有两种形式:弧形墙和具有水平砖层错台砌筑的弧形墙。端墙与炉底、端墙与前后墙的相接处,是砌体的薄弱环节,砌筑时应仔细进行砖加工。当前后墙砌至拱脚铁板下面时,应按拱脚板的斜度砌筑,并根据设计要求准确留设砌体与拱脚铁板下面的间隙,用镁质泥料填充密实。
出铁口砌筑 出铁口的断面呈喇叭形。砌砖前,应找好出铁口的中心线,按设计尺寸、角度立好线杆,拉线控制出铁口墙的内控尺寸。出铁口底一般竖砌两层镁砖,上层为活底,按照底的坡度对底的一层砖进行加工,一层砌完后即进行墙的砌筑,出铁口墙砌成水平砖层。
炉顶砌筑 一般用硅砖砌筑,两端按环干砌,中部错缝湿砌。炉顶砌筑用的拱胎支设在牢固的拱架上,拱胎由两端向中间分段设置。炉顶砌砖前,应根据拱砖的宽度,在拱胎上画出砖环线,并干排验缝,逐环由两端向中间砌砖。在炉顶与受铁口周围相连面的加工砖宜预先进行加工和组合,砌筑时对号入座。
受铁口砌筑 一般采用铝镁砖砌筑。砌砖前,找正中心及角度,立好中心轮杆,以轮杆半径控制,加工与受铁口拱圈接触的主拱顶砖。设计的受铁口带有销钉时,砌筑中应逐次穿入销钉。砌筑完毕后,仔细勾缝,检查合格后,方准拆除炉顶拱胎。混铁炉砌体的膨胀缝,应按设计仔细留设。 [2]
混铁炉安装
炉体拼装 为有利于现场拼装,炉体在制造厂预组装合格后,都在各连接部位打上标记号码。现场拼装在临时搭设的平台上进行,要仔细核查,对号拼装,谨防差错。拼装圆柱形筒体时,要检查筒体两端端口直径和椭圆度,检查两个托圈的平行度和同心度。检查合格后,根据吊具起重能力,决定在吊装前或在吊装就位后连接筒体两端的筒盖。
底座安装 设备基础验收合格后,即可安装炉体底座。底座为两个单独的凹形弧面结构,在筒体托圈与弧面之间,通过两组弧形滚道实现炉体的倾动。底座安装时,应进行两底座的平行度、对角线和中心线的测量校正,并对两个凹形弧面的对应点标高进行检查和调整,使之达到设计和规范的要求。底座经检验合格并固定后,把两组弧形滚道分别放在凹形弧面上,调整好位置并临时固定,即可将炉体吊装就位。此时混铁炉炉体呈静止(非倾动)状态,注意检查炉体倾动中心、底座中心及与滚道零位标记等相互之间的关系。炉体定位后,将炉体和滚道同时固定在底座上,防止倾动。
炉体倾动机构安装 倾动机构是由电动机带动一组减速器,通过减速器输出轴上的齿轮带动一个铰接在炉体凸耳上的齿条往复运动,达到使炉体倾动的目的。为了保证齿条运动中心轨迹的正确性,在齿条安装前,应再从炉体凸耳与齿条铰接的中心点校正一次炉体安装的正确位置。为便于齿条的安装,应预先检查铰接点部位的轴、孔及衬套的加工尺寸和配合精度,尤其要检查处理好齿条与齿条箱内方形耐磨铜板(套)的配合间隙。齿条的安装顺序,应先插入齿轮箱内,然后再与炉体凸耳铰接点连接